zixun
山東茂隆新材料科技有限公司 2020-11-18 1953
鋼筋窄間隙焊,是我國90年代建筑、施企業中興起的一項鋼筋連接新技術。具有成本低、質量可靠、效率高、易掌握等優點。大峽水電站工程自1994年下半年開始采用鋼筋窄間隙焊接新技術后,半年來已取得了較為明顯的社會效益和經濟效益。
1、新舊鋼筋連接方法的技術經濟分析對比
現澆鋼筋混凝土中鋼筋的連接方法主要有:綁扎搭接法、手工電弧焊的塔接焊法、綁條焊法,以及60年代中出現的電渣焊和近年來開發研制的氣壓焊等。
這些連接方法各有特點,但就其適應范圍和技術經濟指標相比較,鋼筋窄間隙焊技術,在技術經濟等各項指標上均優于原有的各種鋼筋連接方法。以水平鋼筋連接方法為例:綁扎搭接法雖然施工簡便,不需要能源和機械設備,也不受氣候環境的影響,但浪費大量的鋼筋材料,受力性能也不好;手工電弧焊的搭接焊法和綁條焊法,雖在技術性能、生產成本上優于綁扎搭接,但其施工麻煩,技術要求也高,工人需掌握平、立、橫、仰等各種角度的焊接技術,耗電量大,工效低,同時也要浪費一定的鋼筋;電渣焊到目前為止只能作豎向鋼筋的焊接,且對焊接電源電壓有嚴格的要求,否則影響焊接質量或無法起弧焊接。氣壓焊雖然節約鋼材,降低成本,其施焊工藝要求非常嚴,在水電施工條件差的情況下,使這種技術難為工人接受而限制了其使用范圍,而且這兩種方法都需要較昂貴的專用設備和卡具;套筒連接法,一是施工成本高,二是目前國內市場上難以找到現貨供應,給施工準備工作帶來不便。
鋼筋窄間隙焊接技術,所具以下優點正好能克服上述種種不足之處。
(1)鋼筋窄間隙焊接技術的接頭為中心受力的對接接頭,不僅改善了鋼筋的受力條件,也保證了鋼筋的設計位置,給混凝土澆灌提供了方便條件。
使用窄間隙焊接的鋼筋接頭,質量可靠,經過短期培訓的焊工,按照規程操作,接頭的力學性能指標能滿足設計和水工規范要求,其合格率都能達到100%。
(2)使用窄間隙焊技術,無需增加設備,平常使用的普通交、直流焊機均可,配上一定數量模具(每個模具費用300元)即可施焊。以焊接直徑28mm以上的水平鋼筋為例,窄間隙焊接頭的費用是綁條焊接頭費用的1/11,是搭接焊接頭費用的1/5,工效可提高約5倍。
(3)鋼筋窄間隙焊接技術,適用范圍廣泛,對直徑18mm~40mm的Ⅰ Ⅱ Ⅲ 級鋼筋均可進行水平、豎直、斜向的焊接。由于鋼筋窄間隙焊的基本技術動作和焊接運條方式都是手工電弧焊技術的基本動作和運條方式,因此焊工培訓工作就容易得多,對已持有手工電弧焊上崗作業證的初、中級焊工來說,實際上只是一種對新方法的適應過程,一般經過7~15d的專門培訓,即可進行水平、豎直、斜向的鋼筋接頭焊接。
2、鋼筋窄間隙焊技術在大峽電站工程中的應用
2.1 工程概況
大峽水電站位于甘肅省白銀市和榆中縣交界的黃河干流上,電站總裝機容量為30萬kw,是國家“八五”期間在甘肅的重要建設項目。電站設計為低水頭河床式電站,樞紐建筑物為鋼筋混凝土結構,混凝土總量60余萬方,設計鋼筋量約15000t,各種形式的鋼筋接頭約60萬個。
2.2 技術培訓
1994年初,我們和西南交通大學材料焊接系合作,引用鋼筋窄間隙焊技術和焊接模具專利,在大峽電站工地現場舉辦了首批培訓班,對挑選出來的13名初、中、高級焊工進行為期15d的強化訓練,經過嚴格考試全部合格并在首批學員中,挑選4名最優秀者兼任鋼筋窄間隙焊現場質量檢查員。
1994年5月,大峽電站工程建設單位、設計單位、西南交通大學、監理工程師、施工等單位的20多位專家、教授、工程技術人員,對該技術的原理、工藝流程、力學性能指標,以及試驗數據、工藝錄相等進行嚴肅認真的審議和評估,同意在大峽水電站工程采用該項技術。
目前水平窄間隙焊技術已全面在大峽電站工程中采用。豎直窄間隙焊在部分工程部位中使用。從抽檢的30多批試件中尚未發現不合格的接頭,見附表。
2.3 水平鋼筋的現場窄間隙焊接
采用鋼筋窄間隙焊技術,鋼筋加工時應去掉增加的鋼筋搭接長度。鋼筋安裝時可按常規工序施工,將二根鋼筋的接頭置于專用的模具內,中間留出一定的間隙,邊鋪鋼筋,邊裝模具,并在接頭部位暫時空出幾根上層鋼筋不要綁扎,待接頭焊完后再綁這部分鋼筋。用這種方法對所有位置的水平鋼筋進行窄間隙焊接。如有條件,也可先將鋼筋接頭焊好后再進行安裝,更能取得事半功倍的效益。
2.4 豎直鋼筋的現場窄間隙焊接
直立鋼筋的現場安裝焊接,首先要解決上段鋼筋的穩定問題,傳統的方法是先綁扎固定而后焊接,或者先將上段鋼筋和下段鋼筋點焊在一起,而后綁扎焊接穿插進行。
由于窄間隙焊技術工藝要求鋼筋接頭中間必須留出一定的間隙,這就需要對傳統的鋼筋安裝方法稍加改變,以適應新的工藝要求。具體方法是:先在要安裝鋼筋的工作部位上,每隔2~3m用傳統方法點焊一根直立鋼筋,并在適當的高度綁扎2~3根水平鋼筋形成骨架,然后安裝窄間隙焊接頭的鋼筋,安裝時用事先準備好的小木塊墊在鋼筋的接頭中間,(木墊塊的厚度為該窄間隙焊縫需要的間隙寬度)上部和水平鋼筋綁扎牢固。接著安裝焊接模具,施焊時去掉木墊塊再進行焊接。待全部接著焊完后安裝剩余未安的水平鋼筋。用這種方法施工不增加工作量,對工效亦無明顯影響,由于解決了窄間隙焊的上段鋼筋穩定問題,使豎直鋼筋窄間隙焊得以使用,其綜合工效提高了,鋼筋直徑越大,施工的綜合效益越高。
2.5 流水作業施工
鋼筋窄間隙焊技術,速度快,效率高,采用流水作業法施工可提高工效,由于其工藝要求一個接頭焊好后,需停數分鐘才能拆模,以提高接頭質量和保護模具,因此一般需為每個焊工配備3~5個模具。
裝卡模具時,往往需要調整鋼筋接頭的間隙,一個焊工二個輔助工是較佳的勞動組合,這樣調整接頭間隙,裝模具、焊接、拆模具互相穿插,流水作業,能最大限度的提高生產效率。
2.6 質量檢查與補救措施
質量檢查分二級進行,一級檢查為自檢, 級檢查為終檢。自檢的內容包括:焊前的準備工作;焊條的烘烤;施焊人員的上崗證查驗、焊接規程的執行;對焊接接頭逐個進行外觀檢查等。自檢員必須是由經過專門培訓技術優秀,責任心強的窄間隙焊工擔任。
終檢由專業質量檢查部門進行,進行的方法是:對現場所焊接頭逐個進行外觀檢查,在現場隨機抽取試樣,由試驗室進行力學性能檢驗,試件一般抽取三個作抗拉試驗。根據需要也可另取三個試件作冷彎試驗。
如果從安裝好的鋼筋網中抽取試件有困難時,可以制作模擬試件,其試件的位置及焊接工藝規范必須與現場施工條件一致。檢驗工作參照“水工混凝土施工規范(SDJ207-82)進行。
為了確保工程質量,對檢驗中認為有不合規格接頭,如:咬邊、未焊透、未焊滿等,應進行補焊或加綁條焊補強處理。
3、技術經濟與社會效益分析
3.1 技術效益分析
鋼筋窄間隙焊技術解決了由于鋼筋連接技術造成的鋼筋偏心受力問題。在鋼筋密集的梁、板、柱施工中,往往由于鋼筋接頭的綁條、搭接造成鋼筋的設計位置無法保證,鋼筋接頭的綁條還增加了鋼筋的局部密度,給混凝土的澆筑帶來了困難。窄間隙焊技術不僅可保證鋼筋的設計位置,同時也為混凝土的澆筑提供了良好的條件。
窄間隙焊的接頭是在銅模中強制成形,焊接質量宜于保證,也減低了操作難度。在焊接過程中,銅模吸收的焊接熱量,可防止接頭過熱產生脆性組織。接頭焊完后又對接頭起回火作用,以防止冷脆組織的產生,提高了接頭的焊接質量。
3.2 經濟效益計算
按照1994年各種材料的市場價格為計算依據,設:鋼筋3500元/t,焊條7元/kg,電費0.26元/kW·h,人工費15元/工日,焊接一個直徑36mm的綁條焊接頭和窄間隙焊接頭,其實際成本費用分別如下:
(1)綁條焊接頭費用
消耗鋼材(綁條):5.75kg,價20.16元
消耗焊條:1kg,價7元
消耗電能:9.3kW·h,價2.4元
人工費:0.1個工日,價0.94元
合計為:30.39元
(2)窄間隙焊接頭費用
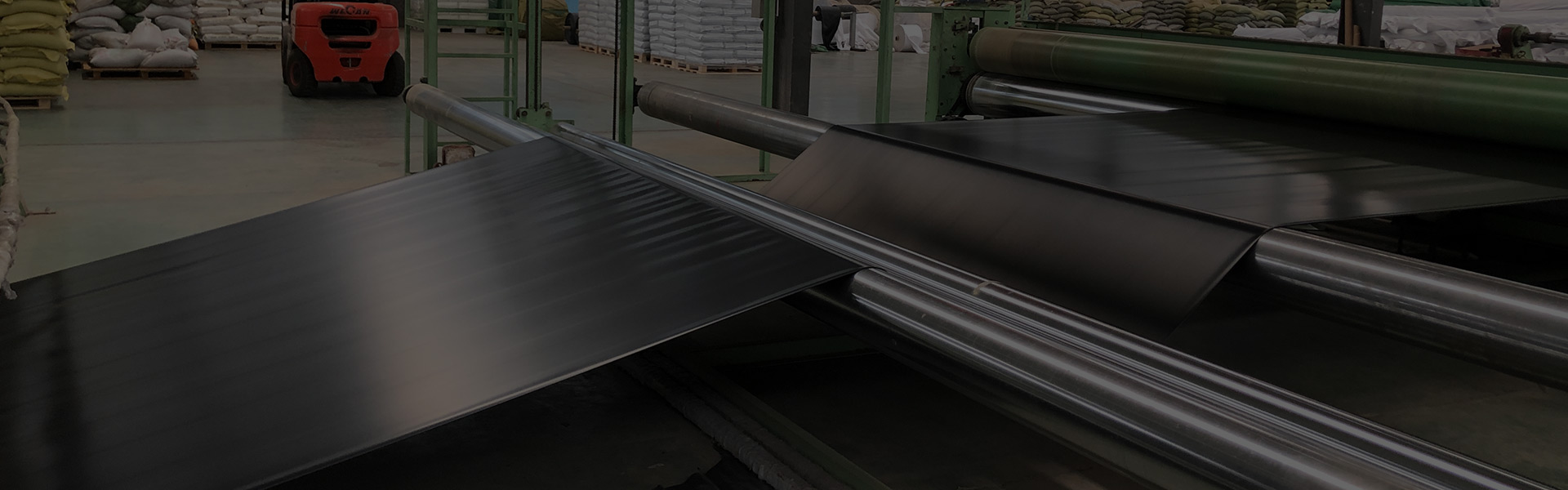
復合土工膜(復合防滲膜)分為一布一膜和兩布一膜,寬幅4-6m,重量為200—1500g/平方米,抗拉、抗撕裂、頂破等物理力學性能指標高,產品具有強度高,延伸性能較好,變形模量大,耐酸堿、抗腐蝕,耐老化,防滲性能好等特點。能滿足水利、市政、建筑、交通,地鐵、隧道、工程建設中的防滲、隔離、補強、防裂加固等土木工程需要。常用于堤壩、排水溝渠的防滲處理,以及廢料場的防污處理。
消耗鋼材:0消耗焊條:0.26kg,價1.84元
消耗電能:2.33kW·h,價0.61元
人工費:7mim,價0.22元
合計為:2.67元從費用組合的粗略計算看,窄間隙焊接頭的成本僅為綁條焊成本的1/11。
對較小直徑鋼筋搭接時接頭,如改用窄間隙焊技術,其節約價值也很可觀:經計算,焊一個直徑25mm的搭接焊接頭,需各種費用合計為5.33元,而用窄間隙焊技術僅花費1.08元就夠了,即使考慮窄間隙焊輔助工人費用也是經濟的。
3.3 社會效益評估
鋼筋窄間隙焊技術的出現極大地提高了工作效率,降低了工程成本,提高和改善了工程質量,減輕了工人的勞動強度。由于其施焊過程均在模具內進行,大大減少了電焊弧光對同工作部位其他工人的傷害和“電光眼“的發生,提高了出勤率。
Demand feedback